



真空度,即真空环境的压力高低,是真空钎焊最核心的控制参数
直接决定钎焊环境洁净度,进而影响工件氧化膜去除、钎料润湿填充及焊缝质量与力学性能。真空钎焊是在低于 10⁻² Pa 的真空环境中,通过加热使低熔点钎料熔化连接工件的技术,优势是无需钎剂、避免残渣腐蚀,能获洁净致密焊缝,而真空度是维持该环境的基础。

真空钎焊下的涡轮叶片
真空度的核心作用
1
防氧化与去氧化膜
高温下金属易与氧、水蒸气反应生成氧化膜,高真空降低有害气体分压,抑制二次氧化;铜、铁、镍合金等的氧化膜(如 Cu₂O、FeO),可在高温高真空下分解,产物随真空环境挥发。
2
洁净表面
高真空让工件与钎料表面保持 “原子级” 洁净,为钎料良好润湿铺展提供前提。
3
排气体促致密
助力母材、钎料中吸附的 H₂、N₂等气体在加热时逸出,避免焊缝凝固形成气孔。
真空度对钎焊的具体影响
1
去膜与表面活性
真空度过低(压力高),残余气体多,工件、钎料易严重氧化,氧化膜阻隔钎料与母材,导致钎料 “不沾” 或 “球化”,钎焊失败;真空度适宜则能有效去膜,暴露活性金属表面。
2
钎料润湿与流动
低真空下,氧化膜增大钎料表面张力,润湿角变大、流动性差,易出现未焊透、虚焊;适宜真空度使钎料表面张力降低,润湿角<20°,如水流过干净玻璃般均匀填充钎缝。
3
焊缝质量
低真空时,氧化膜易卷入焊缝形成夹渣,气体无法排除则产生气孔,降低焊缝致密性与力学性能,且焊缝断续、发暗;高真空下,钎料流动顺畅,焊缝光滑连续、圆角饱满。
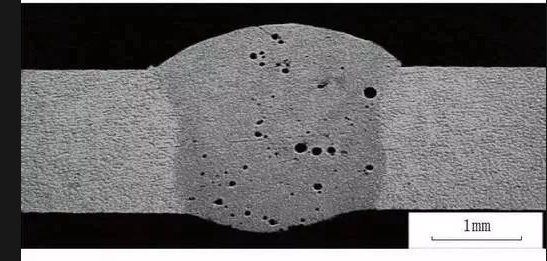
焊缝产生气孔
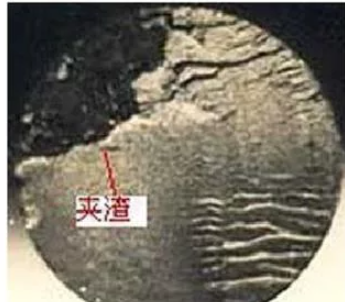
焊接夹渣
4
母材性能
高真空能脱除高温合金、不锈钢等母材中的氢等有害气体,提升母材性能;但过高真空 + 过长保温,会导致锌、镉等高蒸气压元素过量挥发,改变钎料成分、污染炉体,还会在工件表面形成 “蚀坑”。
“
真空度是
真空钎焊工艺的灵魂
”
其影响贯穿于整个过程的始终。在实际生产中,必须将真空度作为一个动态的、与温度和时间紧密耦合的核心参数进行精细控制,才能稳定地生产出高质量、高性能的真空钎焊产品。
